招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
塑料的产品有多种多样,不同产品的质量也是不同的,他们的质量与材料选择、模具设计与加工、注塑工艺、成型人员的技术水平有关。比较重要的就是注塑加工模具了,缺一不可。精密塑料件的精度包括尺寸精度、形位精度和表面精度,分别对应于尺寸公差、形位公差以及表面粗糙度。尺寸精度是塑料件重要的制造和使用质量指标。
影响零件尺寸精度的主要因素有:
(1)成型材料的收缩特性,使用尺寸稳定性高的塑料 塑料的收缩特性是塑料的固有特性之一,对塑件的尺寸稳定性和精度起着重要的作用。塑料的收缩特性包括热收缩、弹性回复、塑性变形、综合反映后收缩和时效收缩。它表示为成型过程和使用过程中受环境影响的线性收缩率和体积收缩率的变化,通常用收缩特性值表示。
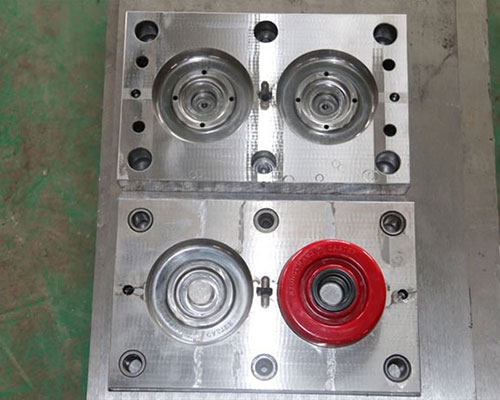
(2)模具设计加工精度
A、精密模具材料为合金钢,机械强度高。用于制造型腔和流道的材料需要经过严格的热处理。材料硬度高(成型件应达到HRC52左右),抗磨性好,耐腐蚀性强。
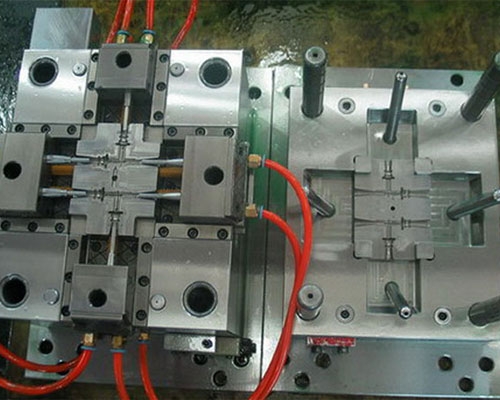
B、可加工性和刚性在模具结构设计中,型腔数量不宜过多,底板、托板、型腔壁应较厚,以免零件在高温和高温作用下发生剧烈的弹性变形。高压力。
C. 产品脱模性。模具应尽量少型腔,少且短的流道,光洁度比普通模具高,有利于脱模。
D、塑件的精度主要取决于模具型腔的尺寸精度、型腔的定位精度、分型面的精度。判断的标准是塑件的设计是否易于加工,模具浇口的填充性能是否良好,模具的冷却系统是否能均匀地冷却模具等等。
一般来说精密注塑模具的尺寸公差应控制在产品尺寸公差的1/3以下。
(3) 产品使用环境中的温度、湿度和尺寸蠕变的程度。零件能承受外力或在温度变化的环境中保持不变形。
(4)注塑设备——用精密注塑机代替传统注塑机。精密注塑机是注射闭环控制的注塑机。通常,注塑机的注射压力和注射速度采用闭环控制。所谓闭环控制也叫反馈控制,是指控制系统
在系统中,通过检测元件检测控制系统的输出信号,然后将检测信号传送给控制器,控制器对检测信号进行运算处理,从而实现输出信号与检测信号一致。输出系统所需的信号,使输出信号更加一致。接近预期值,系统输出偏差小。