招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
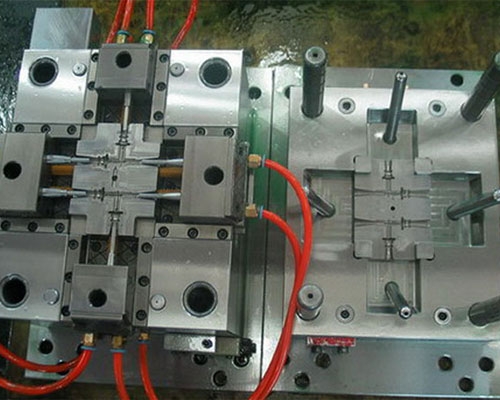
热流道技术通常包括热流道板、喷嘴、加热元件、温度控制器和辅助部件。由于加热棒设置在流路板附近,安装在流路板上的热喷嘴周围设有加热环,使热流路中的塑料可以从注塑机的喷嘴进入模具。腔。通过加热稳定熔融状态。与冷流道注塑模具不同的是,热流道注塑模具不需要在注塑过程中取出流道骨料,然后在开机时加热骨料熔化。
与传统的冷流道注塑模具相比,热流道模具有几个优点:改进工艺和节省塑料材料。在普通注塑模具的注塑成型过程中,通常会产生大量的骨料,尤其是小零件的生产。浇注系统的骨料重量往往超过工件本身的重量,甚至超过工件本身的重量,造成原材料的浪费。热流道注塑模具是无流动冷凝注塑模具中的常见类型。它利用加热装置(加热棒、加热线圈等)对流道中的塑料进行加热,使其保持在熔融状态,从而在注塑过程结束时无需取出。去掉了将流动的冷凝液推出的步骤,从而改进了注塑工艺。另外,虽然可以回收流量通道的总量,但仍然可以保留资金;热流道模具由于不产生流道骨料,可以节省原材料和人工,从而降低生产成本。
缩短成型周期。在使用热流道注塑模具时,由于流道和浇口中的塑料始终处于熔融状态,不受冷却时间的限制,因此无需等待流道中的塑料冷却,工件固化后可直接喷涂。热流道注塑模具的冷却周期是塑件的冷却时间,省去了普通注塑模具的流动冷却时间。大多数热流道注塑可以显着缩短塑件的成型周期,一般不超过5s(尤其是薄壁塑件)。