招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
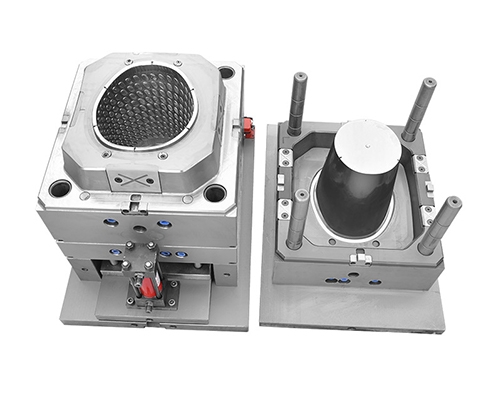
一、单分型面注塑模具;
单分型面注塑模具,又称为两板式注塑模具,常用于大口径注塑成型模具。这种模具结构简单,适用性强,因此被广泛应用。然而,该类型模具的缺点是浇口较大,通常需要增加除去浇口的工序,并且在制品表面会留下浇口痕迹。因此,适用于对制品表面要求不高的注塑产品。总结来说,单分型面注塑模具是一种常见且实用的模具类型。
二、多分型面注塑模具;
多分型面注塑模具通常拥有两个或两个以上的分型面,其中双分型面是比较常见的一种形式。双分型面注塑模具也被称为三板式模具,因为这种模具经常用于点浇口进胶的产品,所以也被称为细水口模具。双分型面注塑模具被广泛应用,在单腔或多腔模具中常用于设定浇口位置,侧向分型安排在固定模一侧的模具,以及具有特别结构要求需要按顺序进行分型的模具。总结来说,多分型面注塑模具是一种经常使用的模具类型,适用于各种注塑产品的生产。

三、斜导柱侧向抽芯注塑模具;
当塑件的侧壁具有通孔、凹穴、凸台等特征时,为了使成型零件能够顺利脱模,需要采用可侧向移动的安排,并带动型芯侧向移动。这种整个安排被称为侧向抽芯安排或横向抽芯安排。侧向抽芯安排有多种类型,包括斜导柱侧向抽芯、液压抽芯和气动抽芯等,其中较常见的是斜导柱侧向抽芯安排。在开模过程中,斜导柱先驱使滑块向外移动,当侧型芯全从产品中脱出后,顶出安排才开始动作,将成品顶出。总结来说,侧向抽芯安排是一种常用的安排方式,用于处理塑件侧壁特征造成的脱模问题,确保顺利的成型和取出。
四、斜销内抽芯注塑模具;
当产品内部存在倒扣时,需要使用斜销来形成这些倒扣位,这种带有斜销的模具统称为斜销内抽芯注塑模具。这种模具结构相对复杂,需要在模具上增加斜销的安排。在开模过程中,先打开前后模,然后注塑机的顶出安排推动模具的顶板向脱模方向移动。此时,斜销慢慢从产品的倒扣位中脱出,并全脱离后,通过模具上的脱料安排将制品顶出。总结来说,斜销内抽芯注塑模具是一种用于处理倒扣位的特别模具结构,通过合理的安排和动作控制,实现顺利的脱模和取出。
五、热流道注塑模具;
随着快速自动化打针成型工艺的发展,热流道注塑模具正在逐步推广和应用。与普通注塑模具相比,热流道注塑模具的区别在于:在打针成型过程中,浇注系统内的塑料不会凝固,也不会随着塑件脱模,因此该类型模具也被称为无流道模具。这种模具的主要优势如下:
1. 实现了基本无废料加工,既节省了原材料,又省去了切除冷料的工序。
2. 减少进料系统压力损失,充分利用打针压力,有利于确保塑件质量。总结来说,热流道注塑模具的推广应用带来了许多优势,包括节约原材料和加工时间,并提高了塑件质量。