招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
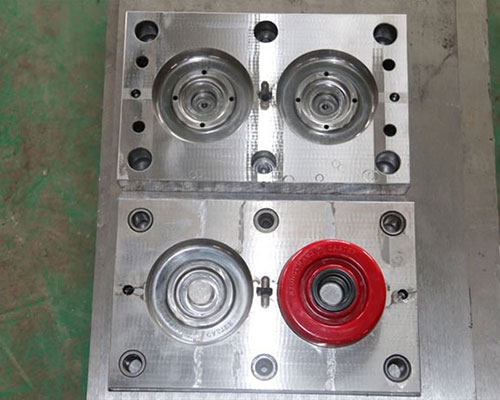
拆卸石家庄注塑模具时不要急着把零件从板上拆下来,因为如果板上有数字,要按照安装图一个一个拆。冲压件加工厂拆模的主要目的是把所有的模具都拆下来,找出零件之间的相互联系和模具的装配关系。现在将分别描述级进模和复合模的拆卸和装配过程;冲压件加工厂级进模拆装工艺以弹性卸荷、导柱导套导向、固定间距带定位销的级进模为例;
一、用撬棍将上模和下模分开,并相对放置观察上模和下模;1.看清公模和母模的对应关系;2.出料板上的定距方式、导向板、止动销、止动位置及其对应关系;
二、标记后拆卸注塑模具订制下模部分;1.拆下导板的紧固螺钉和圆柱销,并拆下导板;2.模具加工厂了解到圆柱销用冲头从下模座底面向凹模方向敲出,紧固螺钉松动;3.拆下凹模的定位销;将阴模从下模座分离;
三、做好标记后,拆下上模部分;1.拆下卸料螺钉和卸料板;2.从上模顶面向固定板方向敲出圆柱销,取下紧固螺钉;3.观察垫板与固定板的孔位和孔径的关系;4.拆卸冲头和固定板,观察冲头的结构和冲头与固定板的连接关系,拆下模柄;

四、下面是关于冲压件注塑模具定制厂的模具装配:
①将模柄放入上模座备用;②将冲头装入固定板,将冲头插入凹模,检查装配是否正确,间隙是否均匀;③组装下模;
④将凹模放在下模座上,拧紧螺钉,但不要拧得太紧;⑤安装凹模圆柱销,拧紧紧固螺钉;⑥将导向板放在凹模上,拧上螺丝但不要拧得太紧;
⑦安装圆柱销并拧紧紧固螺钉,安装止动销;⑧组装上模;⑨根据工作位置将下模平放在工作台上,在凹模上方的模孔边缘放置平行垫;
⑩按标记依次把冲头与固定板、封闭板放在模座上;⑪拧紧上模紧固螺钉,但不要拧得太紧;
⑫打开上模,从固定板向上模座方向打入圆柱销,拧紧紧固螺钉,装上出料板;⑬关闭模具,整个充模过程就结束了。