招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
一.注射压力
在塑料模具加工过程中,注塑机喷嘴压力高,以克服整个过程中溶液的流动阻力。然后注入压力沿着流向溶液前端逐渐减小。前端的终压力是大气压。
注射眼用于克服流动中的溶液阻力。阻力需要通过注塑机的压力来抵消,使溶液具有恒定的填充速度,压缩并加料溶液以确保填充过程顺利。
随着流动长度的增加,沿途需要克服的阻力也增加,注射压力也增加。为保持恒定的压力梯度并确保溶液的均匀填充速率,需要根据流动长度的变化增加注射压力,并相应增加压力,注射流速。
二.保压压力
在注射过程结束时,注射眼切换到保压后进入保压阶段。在保压过程中,塑料模具注塑加工机通过喷嘴向型腔进料,填充因零件收缩而腾出的体积。如果型腔已满且压力不保持,零件将收缩约 25%,特别是在筋处。过度收缩会导致收缩迅速。保压压力通常为大充装压力的85%左右,但应根据实际情况确定。

保压曲线分为两部分,一是需要2-3秒的恒压保压,称为恒压保压曲线,另一部分是保压逐渐减小和释放的部分,需要2-3秒。约 1 秒,称为延迟包装曲线。包装曲线的延迟对零件的影响非常明显。随着恒定保压曲线的延长,零件的体积收缩率减小,反之则增大。保压延迟曲线的斜率越大,保压延迟时间越短,成型件的体积收缩率越大,反之亦然。更小,如果延迟保压曲线被分割拉长,产品的体积收缩率会更小,反之亦然。
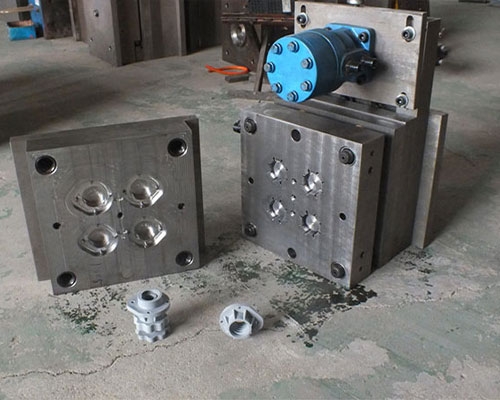
我国注塑模具在技术和质量方面发展迅速,但供需矛盾和产业发展不平衡在短期内难以解决。整体技术水平低,创新能力不足。目前市场竞争非常激烈,同类产品越来越多。为了赢得市场竞争,很多企业都在开发新产品,而新产品研发需要定制塑料注塑模具。因此,注塑模具定制加工已成为模具行业发展的新趋势。