招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
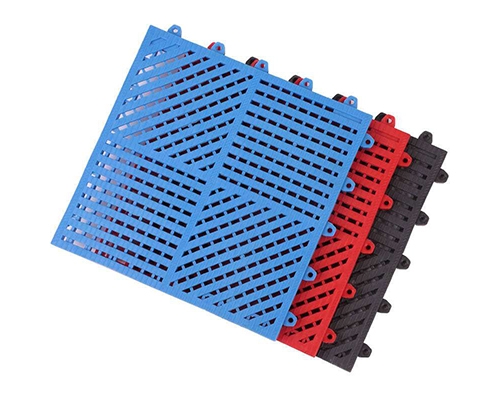
我们常常可以看到塑料的产品,不很少见到注塑模具,现在就趁着这个机会,给大家说一下还算比较常见塑料件及模具。
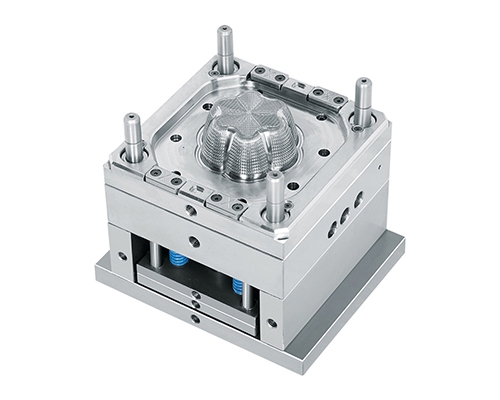
自动卸螺纹注塑模具对于带螺纹的塑料制件,当需要自动脱模时,可在模具上设置可旋转的螺纹芯或环,利用开模动作或注塑机的旋转机构,或特别的传动装置带动螺纹芯或螺纹环旋转,从而拉出塑件。
无流道注塑模具是指对流道进行绝热加热,使注塑机喷嘴与型腔之间的塑料保持熔融状态,使开模时不需要浇注系统凝料,塑料部分被取出。前者称为绝热流道注塑模具,后者称为热流道注塑模具。
直角注塑模具,直角注塑模具只适用于角式注塑机。与其他注塑模具不同的是,这种模具的进料方向与成型时的开合方向垂直。他的主通道开在动、定模分型面的两侧,其截面积通常相同。这与其他注塑机使用的模具不同。主流通道的末端,为了防止注塑机喷嘴和主管路入口端的磨损和变形,可设置可更换的流道嵌件。
注塑模具在定模上的顶出机构在大多数注塑模具中,顶出装置安装在动模的侧面,有利于顶出装置在注塑成型开合模系统中的工作机器。在实际生产中,由于有些塑件受到形状的限制,比较好的方式是将塑件留在定模一侧进行成型。这使塑件从模具中脱出,就需要在定模一侧设置脱模机制。
注塑模具由两部分组成:动模和定模。动模安装在注塑机的动模板上,定模安装在注塑机的定模板上。注射成型时,动模和定模闭合,形成浇注系统和型腔。开模时,动模与定模分离,取出塑料制品。为了减轻模具设计和制造的繁重工作量,塑料模具制造商大多使用标准模架进行注塑模具。