招商热线
186-0331-1587
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
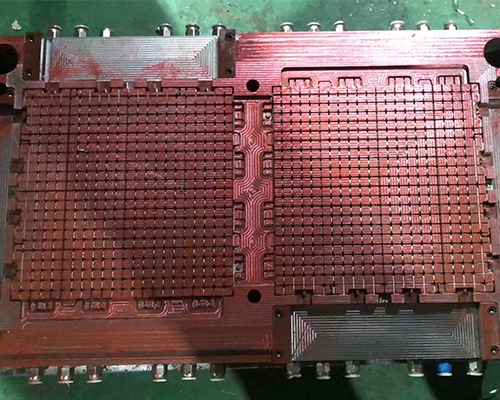
在工业领域里注塑模具成型说难不难说容易也不容易,但不是可以随随便便就可以做好的。由于在注塑成型过程中涉及到很多学科的相关知识,如果没有一些了解,很容易出现一些错误,从而导致注塑成型的工件出现缺陷。所以在注塑加工过程中,我们需要注意多个参数,以确保注塑过程的有序、正常停止。
首先要做的是注意熔体的运动方向。如果熔体钻过缝隙,后期会形成毛刺;如果是垂直的,会受到功率和运动速度的影响,也会形成毛刺。换句话说,需要以适当的形式进行。通常情况下,很多注塑加工的产品都需要单独注塑成型,然后停止合模。在这种情况下,合模的接缝处也容易产生毛刺,所以要注意完善的工艺,尽量避免出现毛刺。
根据以往注塑加工的经验,如果采用PPS注塑工艺,选择的排气槽尺寸越大,越容易产生毛边塑料模具现象。因此,为了减少毛刺,需要在注塑过程中合理控制排气槽的尺寸。它不能太大或太小。同时,温度和速度的控制对注塑质量也有很大影响。要求注塑成型的材料在注塑机机筒内处于粘度很低的熔融状态。当熔融塑料高速流过截面很小的模具流道时,温度从70-90度瞬间升高到130度左右,达到临界固化状态。此时注射速度一般为3-4.5m/s。
另外,注塑时要注意压力控制。由于热固性塑料中含有40%左右的填料,其粘度和摩擦阻力都比较大,因此注射压力应相应增加。会有普通压力花在浇注注塑模具工业注射系统的摩擦阻力上。